

Цепная пила незаменимый инструмент как для строительных работ, или лесозаготовки так и для домашнего хозяйства. И как любой инструмент со сложным механизмом — он требует постоянного ухода. Каждая деталь имеет свой срок службы, а также количество часов, спустя которые стоит сделать профилактику или замену. Одним из таких компонентов является цепь. Так как именно она принимает на себя основной удар износа во время работы.
Когда стоит затачивать цепь?
Своевременный уход позволит Вам сохранить работоспособность инструмента на долгие годы, а цепь всегда острой. В зависимости от частоты использования — проверку нужно делать чаще или реже между циклами работ. Тупая или дефектная цепь характеризуется нетипичным поведением в работе, в результате чего, Вам приходиться тратить гораздо больше сил на распилку.
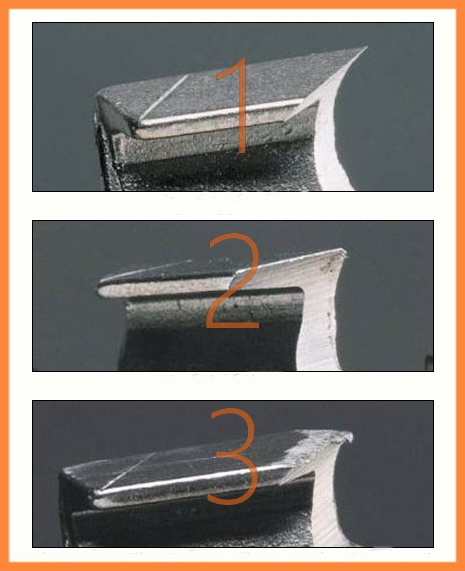
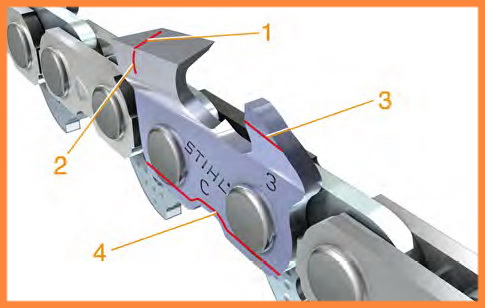
Рис. 1 — заточенный зуб; 2 — затупленный зуб; 3 — поврежденный обь камень и землю.
Чтобы понять, что пора сделать профилактику вашей цепи и отправить ее на заточку, обратите внимание на следующие признаки:
- при работе необходимо прикладывать больше усилий;
- пилу часто клинит, так как цепь вытягивается и провисает, что не позволяет нормально функционировать шине;
- сам процесс пиления увеличивается по времени, а производительность соответственно падает;
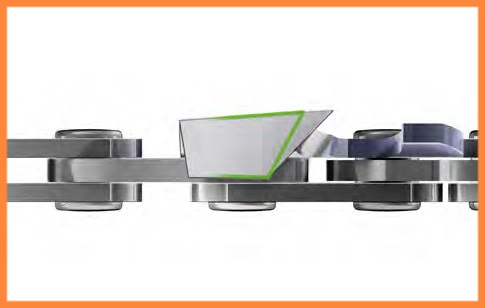
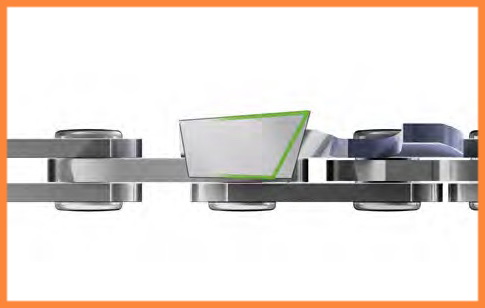
- стоит обратить внимание на форму опилок: у заточенной пилы — стружка выглядит одинаково по размерам и имеет ровную прямоугольную форму;
- появление дыма во время работы;
- расход топлива увеличивается на 20-30%.
Если же проигнорировать эти факторы, то в итоге приведет к поломке, не только цепи, но всей бензопилы. Нужно учитывать, что все компоненты пилы подвергаются повышенной нагрузке, а это ускоряет ее износ. Как результат дорогостоящая поломка или даже травма от неисправной техники.
Устройство цепи в бензопиле
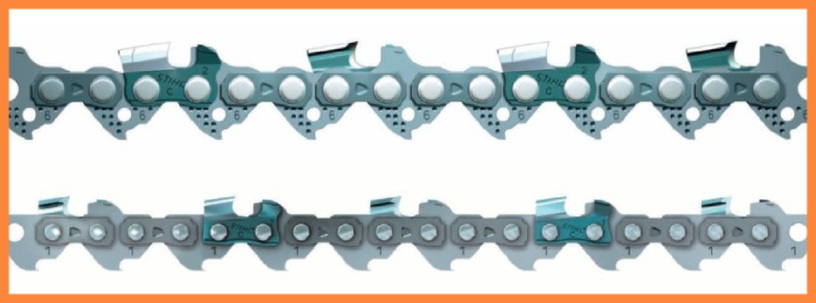
Частями являются зубья и соединительные элементы. Зубья находятся вдоль всей цепи и чередуются по развороту в правую и левую сторону. Звенья состоят из специального стального материала,а зубья имеют твердое хромовое покрытие, которое увеличивает их срок службы.
Отметим, что компания Stihl, преуспела в производстве качественной продукции больше остальных. Цепи Stihl изготавливаются на заводах Швейцарии, при этом многоразово тестируются и с помощью индукционной закалки увеличивают износостойкость всей опорной поверхности.
Итак, цепь состоит из таких элементов:
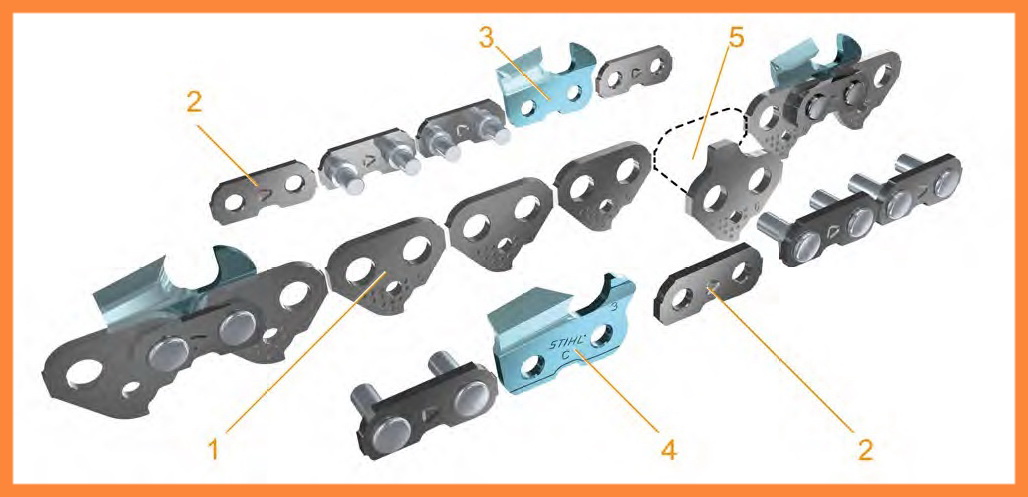
- ведущих звеньев (1);
- соединительных звеньев (2);
- левых режущих зубьев (3);
- правых режущих зубьев (4);
- бугорчатые ведущие звенья (5) для цепей с малой отдачей.
Сам режущий зуб также состоит из отдельных областей:
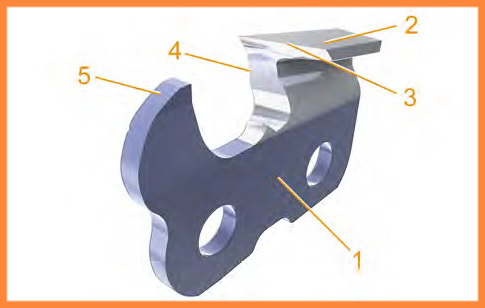
- основание зуба (1);
- ограничитель глубины (5);
- лопатка зуба (2);
- торцевая сторона(4);
- верхние лезвие (3).
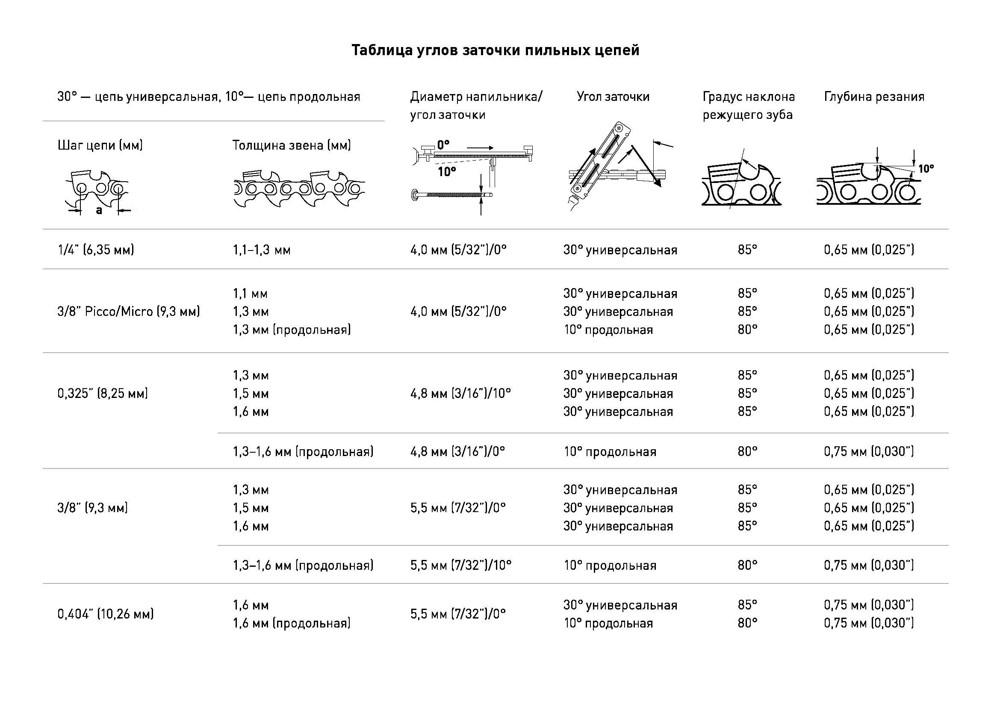
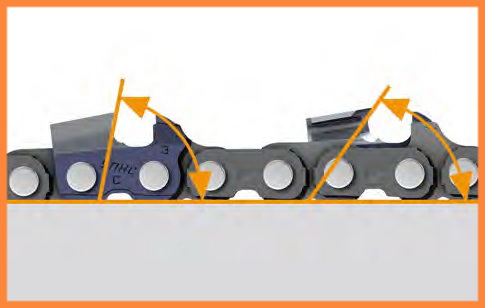
Особенность зуба, что он затачивается не с одной стороны, а сразу с нескольких и при этом формируются:
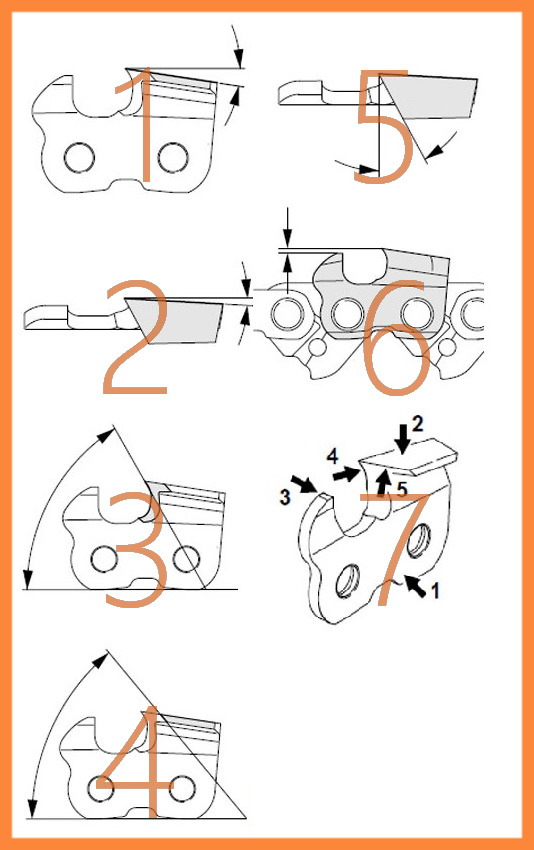
- угол для врезания верхнего лезвия в древесину (1);
- задний угол торцевого лезвия (2);
- передний угол торцевого лезвия (3); у разных цепей 60-85 градусов;
- задний угол верхнего лезвия (4); значение варьируется в пределах 50-60 градусов;
- угол заточки (5); 25-35 градусов оптимальное значение, чем выше угол — тем мягче древесина для распила;
- расстояние ограничителя глубины (6);
- схема зуба (8).
Механика пиления, как пилит цепная пила
 При этом принцип работы зубьев аналогичен работе рубанка — они строгают дерево. Ограничитель глубины позволяет регулировать уровень врезание в дерево. Верхнее лезвие поднимает стружку от основания пропила, а торцевое — отводит ее в сторону. Лопатка зуба сужается в задней части, чтобы сформировать торцевой угол лезвия. Этот угол позволяет обрезать стружку сбоку.
При этом принцип работы зубьев аналогичен работе рубанка — они строгают дерево. Ограничитель глубины позволяет регулировать уровень врезание в дерево. Верхнее лезвие поднимает стружку от основания пропила, а торцевое — отводит ее в сторону. Лопатка зуба сужается в задней части, чтобы сформировать торцевой угол лезвия. Этот угол позволяет обрезать стружку сбоку.
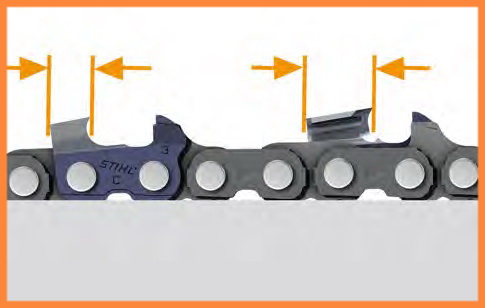
Пильные цепи имеют специальную маркировку для упрощения заточки и контроля износа:
- Угол заточки — маркируется верхние лезвие, чтобы определить правильный угол и минимальную длину зуба. При достижении маркировки — цепь стоит заменить.
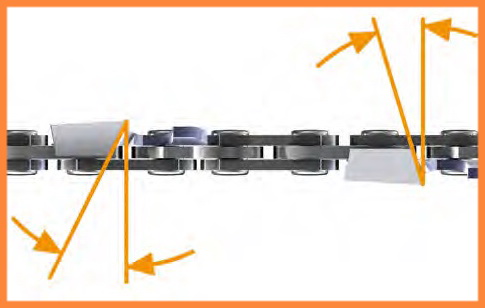
- Передний угол — для правильного угла торца зуба и для минимальной длины зуба.
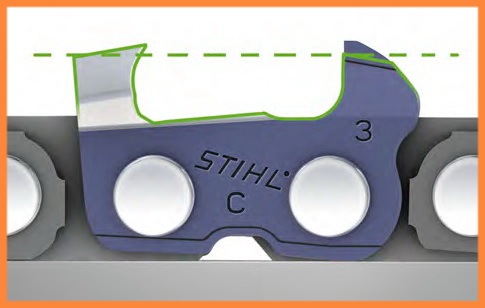
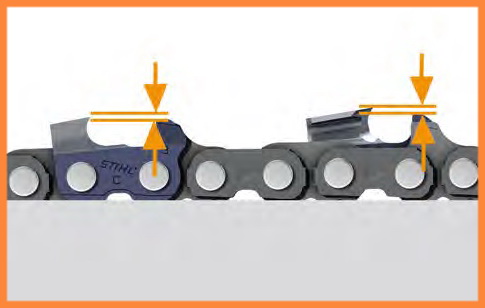
- Ограничитель глубины — маркируется правильный угол для восстановительных работ; восстановление должно проходить параллельно линии маркировки.
- Основание зуба маркируется для контроля износа рабочей поверхности режущих зубьев. Также это индикатор нормальной работы — если износ происходит параллельно маркировки.
Основные виды цепей
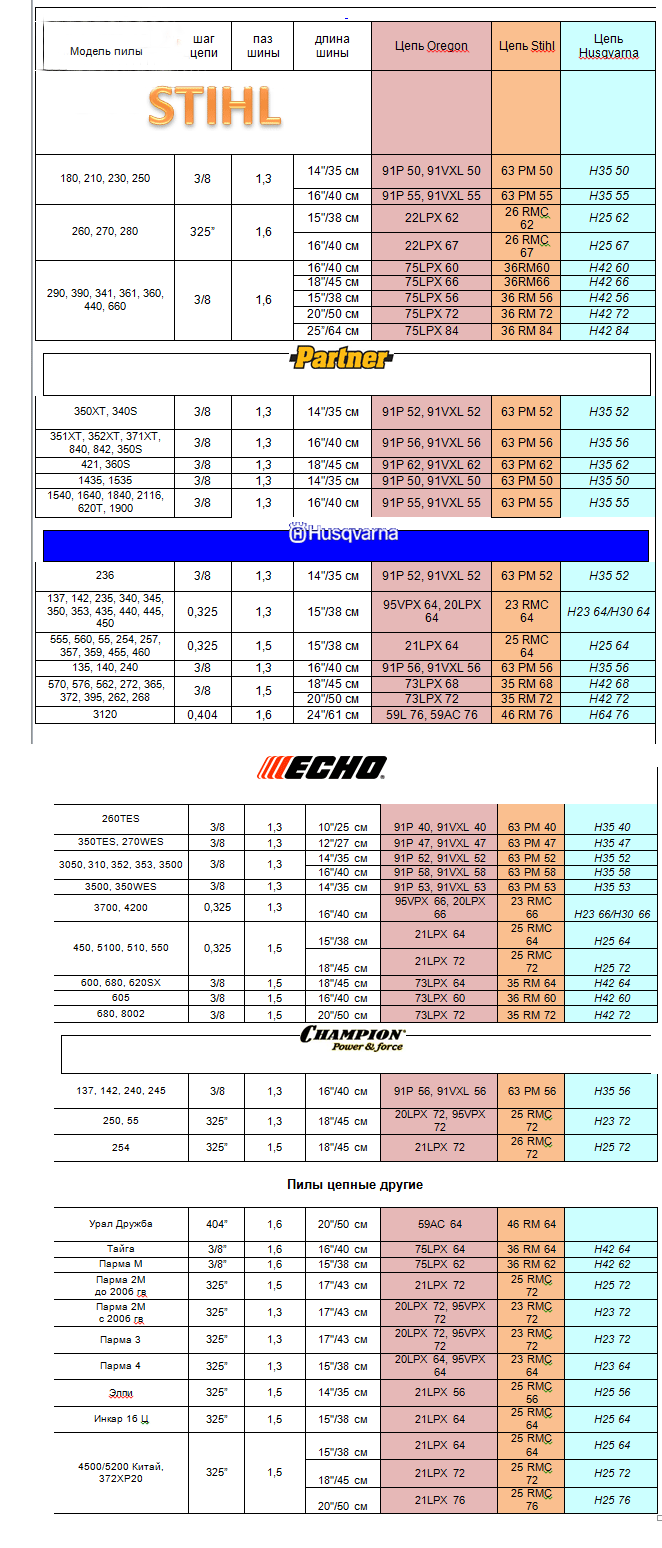
 Главным и основным параметром при делении — это шаг цепи. Шаг это расстояние между звеньями зубьев, которое измеряется в дюймах. Он рассчитывается в соответствии с размером ведущей и ведомой звездочки.
Главным и основным параметром при делении — это шаг цепи. Шаг это расстояние между звеньями зубьев, которое измеряется в дюймах. Он рассчитывается в соответствии с размером ведущей и ведомой звездочки.
Отметим, что диаметр напильника больше, чем больше шаг.
Основные шаговые значения, которых придерживаются ведущие компании мира:
- ⅜ “picco” — очень популярен, используется преимущественно для мягкой древесины. Для заточки используют круглый напильник до 4 мм в диаметре;
- 0,325 дюйма — комплектуют как бытовые, так и профессиональные пилы с мощностью от 3,5 л.с. Напильник для заточки 4,8 мм;
- 0,375 (⅜) — применяются только в дорогих профессиональных пилах. Напильник размером 5,2 мм подойдет лучше всего;
- 0,404 — если предыдущий 0,375 шаг использовался для дорогих пил, то это только для профессионального пильного оборудования. Напильник для заточки подойдет — 5,5 мм.

Что необходимо для заточки пилы?
Чтобы приступить непосредственно к заточке цепи, необходимо провести некоторые приготовления:
- при заточке цепь должна быть натянута туже обычного состояния, чтобы сберечь правильный угол затачивания;
- сперва найдите самый короткий режущий зуб; сделайте на нем пометку, по его размеру, будут стачиваться все остальные зубы пилы;
- полотно лучше всего зажать в тисках или стрибуцине — фиксации положения при работе;
- отмеченный зуб выставляем в зоне заточки и затем включаем тормоз цепи;
- для проведения заточки необходимы инструменты: плоский напильник, круглый напильник, державка, шаблон, крючок для снятия опилок.
Способы заточки пилы
Существует всего несколько способов эффективного затачивания пилы. В зависимости от возможностей и опыта Вы подбираете наиболее подходящий. Отметим, что компания Stihl имеет официальные дилерские центры, в которых эту процедуру Вам выполнят профессионалы.
Ручной способ — напильником
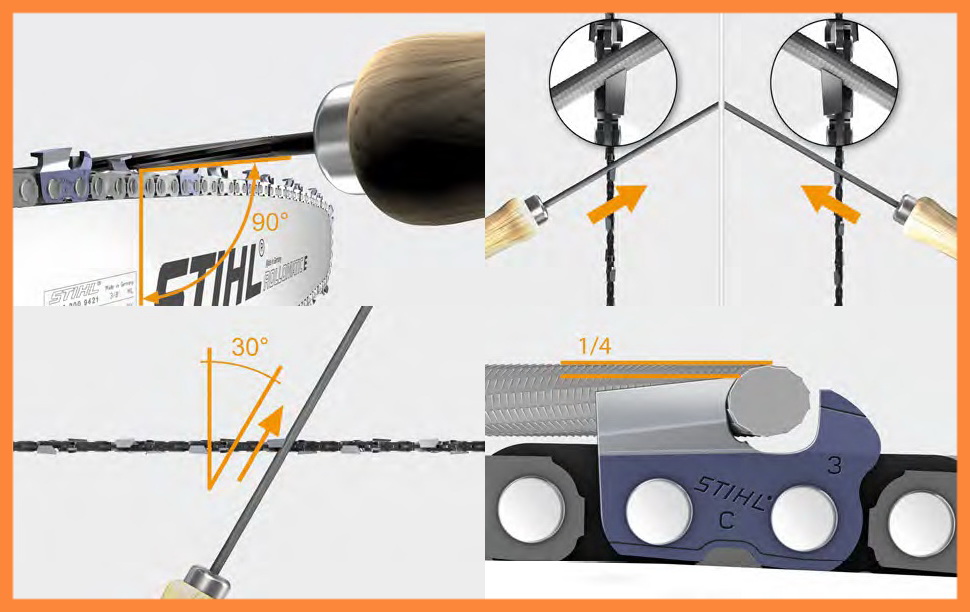 Это самый доступный и поэтому популярный способ заточки. Вам понадобится 2 напильника — плоский и круглый, а также державка для закрепления круглого напильника. При работе последовательность следующая:
Это самый доступный и поэтому популярный способ заточки. Вам понадобится 2 напильника — плоский и круглый, а также державка для закрепления круглого напильника. При работе последовательность следующая:
- устанавливаем круглый напильник в державку и кладем на цепь. Стрелки (указатели) на планке размещаем параллельно шине;
- выставляем градус заточки для верхнего лезвия — оптимальный диапазон 28-32 градуса;
- точим, только движением вперед, с размеренным нажимом и легкостью;
- плоский напильник используем для снятия (стачивания) ограничителя.
Данный метод самый простой — но также и самый не точный. При неправильном выборе угла заточки — полотно будет водить вправо или влево. От этого в первую очередь пострадают: шина, цепь и привод бензопилы. Чтобы этого избежать необходимо позаботиться о надежной фиксации как бензопилы, так и напильника.
Заточка с помощью шаблона
 Недостатки первого метода привели к внедрению некоторого помощника — шаблона. Шаблон существенно ограничивает какие-либо колибание, что позволяет проводить затачивание точнее. Напильник плавно перемещается с помощью мягких роликов, что препятствует смене углов.
Недостатки первого метода привели к внедрению некоторого помощника — шаблона. Шаблон существенно ограничивает какие-либо колибание, что позволяет проводить затачивание точнее. Напильник плавно перемещается с помощью мягких роликов, что препятствует смене углов.

При работе его прикладывают поочередно к каждому зубу. Единственный недостаток шаблона — это необходимость покупать для каждого типа цепи отдельный.
Заточка с помощью болгарки
 Весьма нестандартный способ, поскольку высока вероятность привести цепь в полную негодность — повредив зубья. Также он весьма сложен в техническом исполнении. Все манипуляции проводятся на бензопиле. Диск болгарки должен быть предназначен для работы по металлу и иметь диаметр от 2,5 мм. Особенность заключается в том, что воспрещается использовать новый диск. Он должен иметь уже закругленные края. При всех недостатках данного метода, именно он позволяет Вам самостоятельно определять непосредственный угол заточки.
Весьма нестандартный способ, поскольку высока вероятность привести цепь в полную негодность — повредив зубья. Также он весьма сложен в техническом исполнении. Все манипуляции проводятся на бензопиле. Диск болгарки должен быть предназначен для работы по металлу и иметь диаметр от 2,5 мм. Особенность заключается в том, что воспрещается использовать новый диск. Он должен иметь уже закругленные края. При всех недостатках данного метода, именно он позволяет Вам самостоятельно определять непосредственный угол заточки.
Заточка с помощью ручного станка
 Самым же безопасным и эффективным способом является применение специального станка для затачивания зубьев. Данные станки разделяются на:
Самым же безопасным и эффективным способом является применение специального станка для затачивания зубьев. Данные станки разделяются на:
- ручные;
- электрические.
Основная разница это цена устройства и уровень точности работы.
Ручные станки в какой-то мере по принципу работы напоминают шаблоны и действуют по принципу лучковой пилы. Электрические же используют специальные круги. Они позволяют зажать цепь в нужном положении и подвести диск к затачиваемой кромке максимально точно.
Этапы проведения работ:
- Подготовка цепной пилы и инструмента для работы;
- выбор метода;
- затачивания режущих зубьев;
- стачивание ограничителя;
- проверка правильности выполненных работ.
Ошибки при заточке и виды повреждений
Если после заточки цепи — результат работы неудовлетворительный, возможно были допущены ошибки.
Самые частые проблемы после заточки цепи:
- Слишком острый угол заточки
 Причина: неправильный угол заточки.
Причина: неправильный угол заточки.
Последствия: агрессивный, трудоемкий рез, короткий срок службы, высокая нагрузка на пильную цепь.
Как исправить: для получения правильного угла заточки следует использовать вспомогательные заточные устройства.
- Наклоненный вперед передний угол
 Причина: Неправильная работа напильником или же неправильный подбор диаметра напильника.
Причина: Неправильная работа напильником или же неправильный подбор диаметра напильника.
Последствия: Трудоемкий рез, короткий срок службы, высокая опасность отдачи.
Как исправить: использовать вспомогательные приспособления, установить напильник выше, подобрать правильный диаметр.
- Слишком тупой угол заточки
 Причина: неправильный угол заточки.
Причина: неправильный угол заточки.
Последствия: низкая мощность реза, высокое усилие подачи.
Как исправить: для формирования правильного угла используйте вспомогательные заточные устройства.
- Наклоненный назад передний угол
 Причина: неправильное ведение напильником, неправильный диаметр напильника.
Причина: неправильное ведение напильником, неправильный диаметр напильника.
Последствия: низкая мощность реза, большое усилие подачи, большой расход энергии и износ.
Как исправить: используйте дополнительные устройства, такие как шаблоны, установите напильник глубже, возьмите напильник меньшего размера.
- Различные передние углы
 Причина: неправильное ведение напильником, различный нажим.
Причина: неправильное ведение напильником, различный нажим.
Последствия: отклонение реза, заедание пилы при резке.
Как исправить: использовать вспомогательные заточные устройства, следить за равномерным нажимом.
- Различная длина зубьев
 Причина: различный съем материала при опиливании.
Причина: различный съем материала при опиливании.
Последствия: отклонение реза, заедание пилы при резке.
Как исправить: Найти ориентировочный зуб и все режущие зубья заточить по его размеру.
- Различные углы заточки
 Причина: неправильный ход напильника.
Причина: неправильный ход напильника.
Последствия: процесс реза.
Как исправить: использовать вспомогательные заточные устройства, соблюдать правильный угол заточки у всех режущих зубьев.
- Расстояние ограничителя глубины слишком мало
 Причина: расстояние ограничителя глубины после заточки не проверено.
Причина: расстояние ограничителя глубины после заточки не проверено.
Последствия: несмотря на заточенную пильную цепь, низкая мощность реза.
Как исправить: доработать ограничитель глубины, при этом использовать соответствующий шагу цепи опиловочный калибр.
- Расстояние ограничителя глубины слишком велико
 Причина: расстояние ограничителя глубины слишком велико.
Причина: расстояние ограничителя глубины слишком велико.
Последствия: заедание при резе, высокая опасность отдачи и разрыва цепи.
Как исправить: если возможно, заточить режущие зубья, в противном случае следует заменить пильную цепь.
- Различные расстояния ограничителей глубины
 Причина: различный съем материала при стачивании.
Причина: различный съем материала при стачивании.
Последствия: заедание при резе, отклонение цепи.
Как исправить: найти самый короткий ограничитель глубины; все режущие зубья сточить так, чтобы им соответствовало самое короткое расстояние ограничителя глубины; откорректировать все ограничители глубины.
Как дольше обходиться без заточки
Чтобы Ваша цепь служила долго и исправно воспользуйтесь нашими рекомендациями по правильной эксплуатации:
- цепь и ведущая звездочка всегда должны быть идентичными по времени износа;
- ориентируйтесь на принцип “4-2-1” — за одинаковый срок изнашиваются четырех пильных цепей, две цепные звездочки и одна направляющая шина;
- перед работой новую цепь стоит обкатать на малых-средних оборотах около минуты;
- регулярно проверяйте натяженность цепи;
- следите за исправностью смазочной системы пилы;
- проводите заточку своевременно;
- проверяйте ограничитель глубины каждых 3-4 заточки;
- всегда храните инструменте в чистоте;
- после работы и перед началом осматривайте инструмент на наличие повреждений.
https://dtv-instrument.com/ru/news/kak-zatochit-cep-pily.html — link







")
")

{kind=link}